Technology Advanced Lab
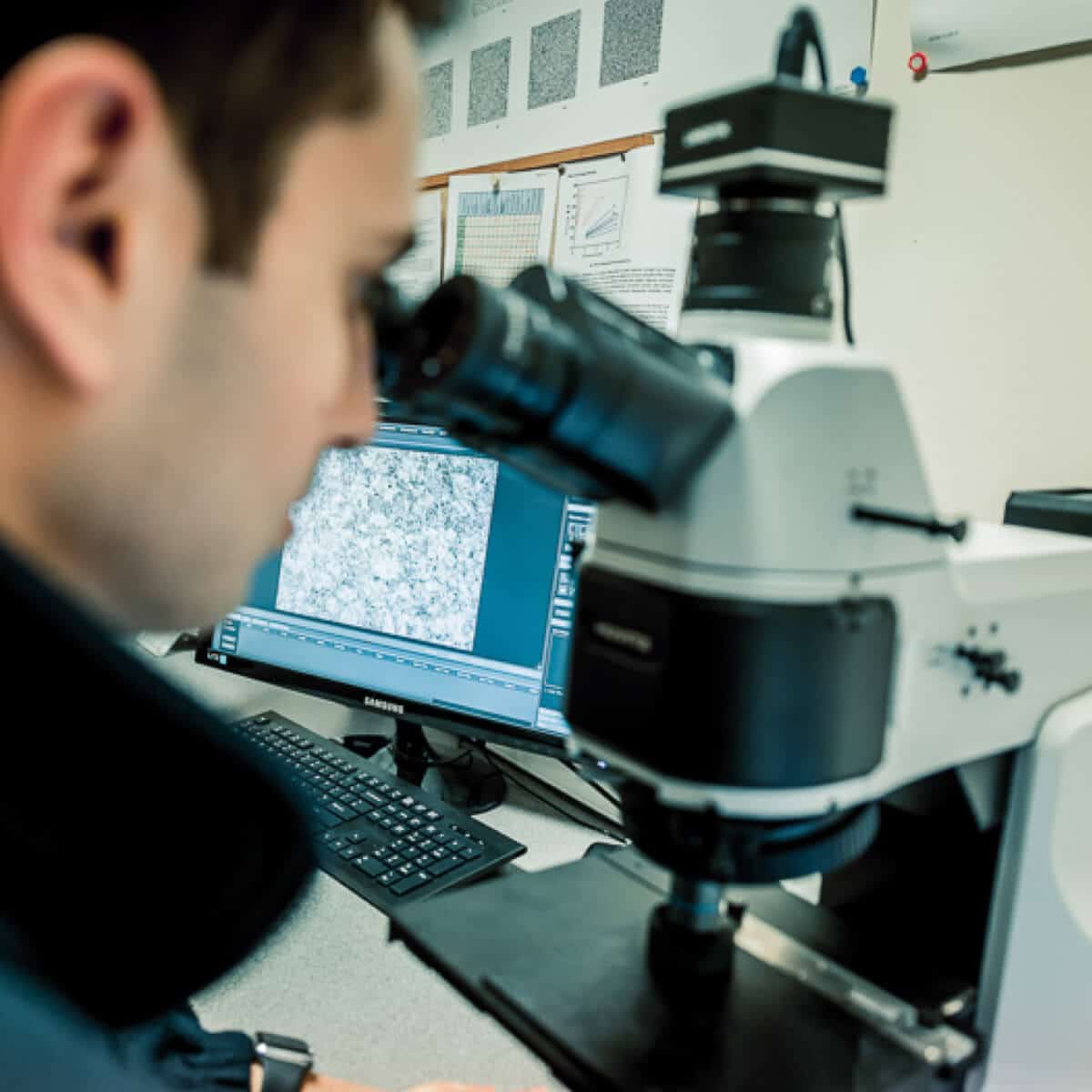
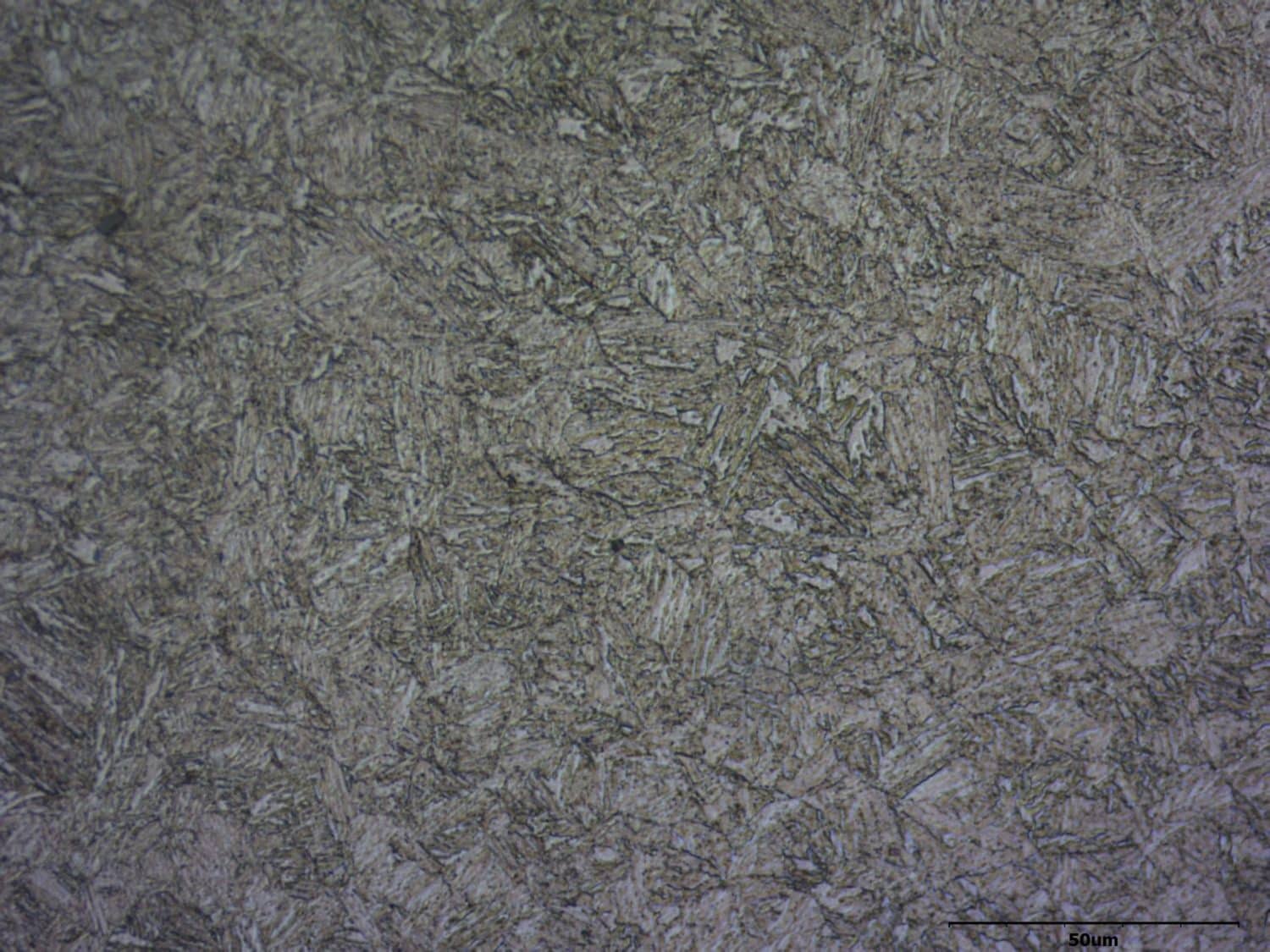
Our technologically advanced lab supports quality control and research and development. Offering non-destructive testing, hardness testing, mechanical testing and metallographic analysis.
We can facilitate a wide range of mechanical and NDT tests as required by our customer. In addition we test under different climatic conditions from sub-zero to elevated temperatures.